Nybörjare
Hem / Nybörjare / Branschnyheter / Intelligent tillverkning med korta processer jämfört med traditionell tillverkning med långa processer: En revolution för produktionseffektivitet för kopparrör 2025?

År 2025, konkurrensfokus på kopparrör industrin skiftade från "marknadssidan" till "produktionssidan", med en omfattoche kamp som utspelade sig kring processinnovation och optimering . Å ena sidan ökar "kort process intelligent tillverkning" kraftigt genom att eliminera redundans, förbättra effektiviteten och minska energiförbrukningen, omforma industrins kostnads- och miljöfördelar genom digitalisering och integrerad produktion. Å andra sidan behåller "traditionell tillverkning med långa processer" sin position med sina "mogna och stabila, allmänt tillämpliga" egenskaper, och behåller sin oersättliga roll i komplexa specifikationer och massproduktion. Denna tekniska uppgörelse mellan "strömlinjeformad intelligens" och "traditionell stabilitet" skriver om kärnreglerna för kopparrörsproduktion.
| Jämförelsedimension | Kortprocess Intelligent Tillverkning | Traditionell tillverkning med långa processer | Datakälla |
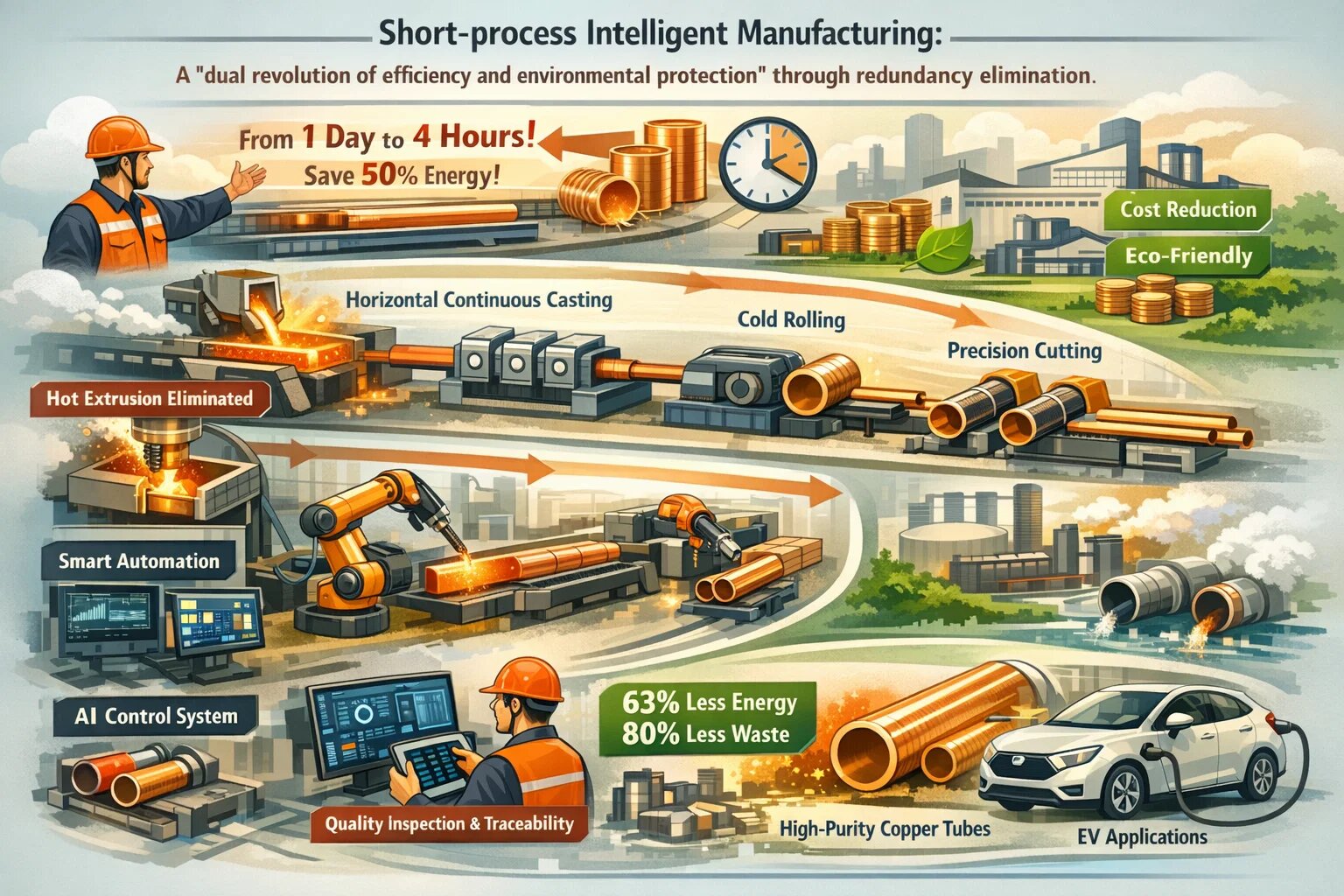
| Kärnproduktionsprocess | Horisontell kontinuerlig gjutning av ihåliga göt → kallvalsning och stansning → ritning → intelligent inspektion → färdig produkt (ingen extruderingsprocess) | Halvkontinuerlig gjutning → varmsträngsprutning → kallvalsning → flerstegsritning → manuell inspektion → färdig produkt | China Nonferrous Metals Industry Association 2025 Process Report |
| Produktionscykel | En sats färdig produkttid ≤ 4 timmar | En sats färdig produkttid ≥ 12 timmar | JinXin kopparrör / Southwest Copper Industry faktiska mätdata |
| Enhet Produktens energiförbrukning | ≤ 350 kWh/ton (elbesparing på över 600 kWh/ton) | ≥ 950 kWh/ton | Ministeriet för industri och informationsteknologi Industriell övervakningsplattform för energibesparing 2025 |
| Omfattande avkastning | 88%-93% (ökning med 10%-15%) | 75 %-80 % | Utvärderingsrapport om vetenskapliga och tekniska prestationer (2025) |
| Koldioxidutsläpp | ≤ 1,2 ton CO₂/ton | ≥ 2,8 ton CO₂/ton | Carbon Footprint Accounting Platform faktisk mätning |
| Kärntekniksupport | Ultraljudsassisterad gjutning, intelligent riktnings- och sågrobot, digitalt fullprocesssystem | Varmsträngsprutning, manuell formfelsökning, segmenterad kvalitetskontroll | Enterprise Technology White Paper / Produktionsplatsundersökning |
| Investeringskostnad för utrustning | Cirka 80 miljoner RMB per produktionslinje (automatiseringsgrad ≥ 90%) | Cirka 45 miljoner RMB per produktionslinje (automatiseringsgrad ≤ 60%) | Jinchuan Group / Jinlong Group upphandlingsdata |
| Tillämpliga produkttyper | Precisionslegeringsrör, ultratunna väggrör, syrefria kopparrör med hög renhet | Allmänna kopparrör, tjockväggiga rör med stor diameter, konventionella legeringsrör | Analys av marknadsorderstruktur 2025 H1 |
| Miljöskyddsindikatorer | 60 % minskning av avgasutsläpp, inget betningsavloppsvatten (lågkoncentrationsbetningsteknik) | Betning av avloppsvattenreningsvolym ≥ 5 ton/ton produkt, högre avgasutsläpp | Ministeriet för ekologi och miljö Övervakningsdata för utsläppstillstånd för föroreningar |
"Tidigare tog det en hel dag att tillverka en sats av precisionskopparrör, men nu kan vi skicka dem på bara 4 timmar och vi sparar hälften av elen!" sa chefen för JinXin Copper Tube-verkstaden i Taicang, Jiangsu, och pekade på den helautomatiska produktionslinjen. År 2025 klarade "kortprocessproduktionstekniken för kopparlegeringsrör", som utvecklades gemensamt av företaget och Central South University, nationell certifiering. Denna extruderingsfria process med "horisontell kontinuerlig gjutning av ihåliga göt - kallvalsning - dragning" revolutionerade helt traditionella produktionsmetoder.
De centrala genombrotten ligger i "processförenkling" och "intelligent empowerment". Det traditionella "hot extrusion"-steget elimineras direkt, och ultraljudsassisterad gjutteknik används för att optimera kristallstrukturen hos rörämnet, vilket minskar metallsegregeringen och resulterar i en inre ytråhet på ≤0,8μm, vilket gör att den kan fortsätta direkt till kallvalsprocessen utan efterföljande polering. I Southwest Coppers "hot-state three-furnace" produktionslinje för korta processer, uppnår den integrerade konfigurationen av "syreberikad sidoblåst smält multi-lans toppblåst kontinuerlig raffinering av roterande anodugnsraffinering" kontinuerlig produktion från kopparkoncentrat till anodkoppar med en årlig bearbetningskapacitet på 16 miljoner ton. Detta minskar tre överföringssteg jämfört med traditionella processer och komprimerar utrustningens fotavtryck med 40 %.
Intelligent utrustning har blivit en multiplikator av effektivitet. Jinchuan Groups Precision Copper Materials Company investerade i en helautomatisk riktnings- och sågrobot, vilket minskade antalet arbetare på en enda produktionslinje från 3 till 1 och ökade den dagliga produktionen från 30 stycken till 80 stycken. Skärytans planhetsfel är ≤0,02 mm, vilket vida överskrider standarden på 0,1 mm för manuell drift. Det helt digitala systemet realiserar en sluten slinga av "produktion - inspektion - spårbarhet": Xinjiang Wuxin Copper Industrys intelligenta överföringsvagnar och automatiska märkningssystem registrerar vikten, sammansättningen och bearbetningsparametrarna för varje parti kopparrör i realtid i en databas, vilket uppnår en 100 % noggrannhetsgrad för produktspårbarhet från 1 minuter till 2 timmar och minskar spårbarheten från 1 minuter till 0 timmar.
Miljöskydd och kostnadsfördelar är uppenbara. Tekniken med korta processer eliminerar högtemperaturuppvärmningsprocessen vid het extrudering, vilket sparar över 600 kilowattimmar el per ton kopparrör och minskar den totala energiförbrukningen med 63 %. Lågkoncentration syrabetningsteknik ersätter traditionell starksyrarening, vilket minskar utsläppen av avloppsvatten med 80 % och avgasutsläppen med 60 %. Enligt data från Jinxin kopparrör minskar denna process produktionskostnaderna med 1200-1500 yuan per ton. För avancerade produkter som ultratunnväggiga kopparrör för nya energifordon och kopparrör med hög renhet för medicinskt bruk, ökas bruttovinstmarginalen med 8-10 procentenheter jämfört med traditionella processer.
(Denna bild skapades av AI.)
Trots den snabba ökningen av kortprocessteknologier har traditionella långa processmetoder fortfarande en betydande del av industrin. "Alla kopparrör är inte lämpliga för tillverkning av korta processer. Till exempel kräver stordiameter, tjockväggiga rör med diametrar som överstiger 50 mm den heta extruderingsprocessen för att säkerställa tät metallstruktur, något som korta processmetoder för närvarande inte kan replikera", förklarade en produktionschef på Jinlong Group. Som världens största tillverkare av precisionskopparrör har Jinlong Group fortfarande 12 produktionslinjer med långa processer, främst för applikationer med extremt höga krav på strukturell styrka, såsom inbäddade rör i byggnader och kondensorrör för marina fartyg.
Den centrala konkurrensfördelen med tillverkningsmetoden med långa processer ligger i dess "mognad och stabilitet" och "vida tillämpbarhet". Dess process med "halvkontinuerlig gjutning - varmsträngsprutning - kallvalsning - flerpassagedragning", förfinad under årtionden av iterativ optimering, kan hantera olika kopparlegeringsmaterial som H62, H65 och HA177-2. Produktspecifikationerna täcker diametrar från Φ6 mm till Φ219 mm och väggtjocklekar från 0,5 mm till 10 mm, anpassade till ett brett spektrum av applikationer från vanlig vattenförsörjning och dränering till tung industriell användning. Vid masstillverkning av kopparrör för allmänna ändamål har den långa processmetoden lägre utrustningsavskrivningskostnader, och en enda produktionslinje kan uppnå en årlig kapacitet på 15 000 ton, 25 % högre än produktionslinjer med kortare processer.
Tekniska uppgraderingar förlänger produktens livscykel. Traditionella processer har inte stagnerat utan har förbättrat deras konkurrenskraft genom "lokaliserad intelligent transformation": Jinlong Group introducerade ett AI-formtemperaturkontrollsystem i den heta extruderingsprocessen, vilket minskade formslitagehastigheten med 30 % och förbättrade tandprofilens noggrannhet. Inre räfflade rör från ±0,05 mm till ±0,03 mm; vissa företag har antagit ett system med "syreberikat förbränningsavfallsvärmeåtervinning", vilket minskar energiförbrukningen per produktenhet från 1050 kWh/ton till 950 kWh/ton, och minskar koldioxidutsläppen med 22 %, vilket i viss mån minskar miljögapet med tillverkning med korta processer.
Det förblir oersättligt inom specifika områden. Produkter som sömlösa koppar-nickellegeringar med extra stor diameter för marina fartyg och kondensorrör för kärnkraftverk kräver att rören har en livslängd på minst 30 år i högtrycks- och korrosiva miljöer. Den långa processvarma extruderingstekniken förfinar metallkornen och ökar sträckgränsen med mer än 20 %. För närvarande behöver stabiliteten hos liknande produkter producerade med kortprocessteknik i extrema miljöer fortfarande tid att verifieras. Data från 2025 visar att långprocessteknologin fortfarande har en marknadsandel på 78 % på marknaden för kopparrör med stor diameter (Φ≥50mm) och har en marknadsandel på över 65 % inom traditionell tillverkningssektor.
I kopparrörsindustrin 2025 utesluter inte tillverkning av korta och långa processer varandra, utan utgör snarare ett integrerat ekosystem med kompletterande fördelar. Ledande företag börjar utforska "hybridprocesser": användning av horisontell kontinuerlig gjutning med korta processer i de inledande stadierna för att förbättra ämneskvaliteten, samtidigt som den heta extruderingsprocessen bibehålls i de senare stadierna för att tillgodose speciella specifikationer; eller bädda in korta processteknologimoduler som intelligent detektering och automatiserad överföring i långa processproduktionslinjer för att uppnå "robust uppgradering av fundamenteffektivitet."
Marknadssegmenteringen blir allt tydligare: intelligent tillverkning med korta processer fokuserar på hög precision and liten till medeldiameter produkter, såsom kopparrör för termisk hantering i nya energifordon, medicinska antibakteriella kopparrör och halvledarkylrör, med en förväntad penetrationshastighet som överstiger 40 % till 2026; lång process traditionell tillverkning behåller sin dominans i allmänt ändamål , stor diameter , och extrem miljö produkter, inom sektorer som bygg-, marin- och kärnkraftsindustrin. På policynivå har ministeriet för industri och informationsteknologi inkluderat "kortprocess intelligent transformation av kopparrörstillverkning" i "2025 Industrial Green Manufacturing Promotion Plan", vilket ger subventioner på upp till 5 miljoner yuan till företag som genomgår transformation, vilket påskyndar tekniska uppgraderingar.
Kärnan i framtida konkurrens kommer att vara "processanpassningsförmåga": företag kommer att behöva välja kärnprocesser baserade på produktpositionering, samtidigt som de åtgärdar brister genom digitala och gröna teknikuppgraderingar. Teknik med korta processer måste övervinna flaskhalsar i produktionen av tjockväggiga rör med stor diameter, medan tekniker för långa processer kräver kontinuerliga minskningar av energiförbrukning och miljökostnader. Denna revolution i produktionsprocesser kommer i slutändan att driva kopparrörsindustrin från "skalkonkurrens" till "raffinerad konkurrens baserad på precision och effektivitet", vilket bildar en dubbel produktionsstruktur av "avancerad intelligent allmän robust" tillverkning.

Vad är ett tjockväggat kopparrör? Tjockväggat kopparrör, även känt som sömlösa tjockväggar kopparrör, är ett högpresterande metallrör tillverkat av ren koppar eller kopparleg...
Se detaljer
Översikt och betydelse av kopparkapillärrör I modern industriell utrustning och precisionskontrollsystem har miniatyrisering och hög precision blivit den grundläggande teknik...
Se detaljer
Vad är ett kopparrör? Analys av materialkomposition och grundläggande egenskaper Definition av kopparrör Kopparrör är ett rörformigt föremål tillverkat av koppar och dess ...
Se detaljer
Förstå kopparfyrkantig rör: Komposition, betyg och typiska applikationer Koppar fyrkantiga rör är specialiserade extrusioner som kombinerar överlägsen konduktivitet, ko...
Se detaljer![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Alla rättigheter reserverade.
