Nybörjare
Hem / Nybörjare / Branschnyheter / Båda använder samma glödgningsprocess: varför är duktiliteten hos inhemskt producerade kopparrör 30 % lägre, och varför förlitar sig avancerade beställningar helt på importerad utrustning?

"Även med samma kopparrör glödgningsprocessen är draghållfasdenten hos de produkter som bearbetas med vår inhemskt producerade utrustning konsekvent inkonsekvent, och segheten är 30 % sämre än de som bearbetas med importerad utrustning. Vi kan helt enkelt inte ta på oss avancerade beställningar på halvledare och nya energifordon.” Zhang, en produktionsövervakare på ett precisionskopparrörsföretag i Jiangsu, pekade på två glödgningsugnar i verkstaden, vilket lyfte fram en smärtpunkt i branschen. Glödgningsprocessen, som ett centralt efterbearbetningssteg i kopparrörsproduktion, bestämmer direkt nyckelprestochaegenskaper såsom seghet, hårdhet och värmeledningsförmåga. Vad som verkar vara en enkel "värme-kylning"-operation har faktiskt nyckeln till att massproducera high-end kopparrör. För närvaroche är de flesta små och medelstora kopparrörstillverkare i Kina fortfarande beroende av traditionell glödgningsutrustning och empiriska operationer, vilket resulterar i otillräcklig produktprestandastabilitet; ett fåtal avancerade tillverkare har dock säkrat marknaden för high-end order genom att använda importerad precisionsglödgningsutrustning och digital temperaturkontrollteknik. Samma kopparrörsråmaterial, på grund av subtila skillnader i glödgningsprocessen, leder till mycket olika produktkonkurrenskraft. denna" detaljprocess ", som förbises av de flesta företag, håller på att bli en osynlig barriär som hindrar den kinesiska kopparrörsindustrin från att röra sig mot den avancerade marknaden.
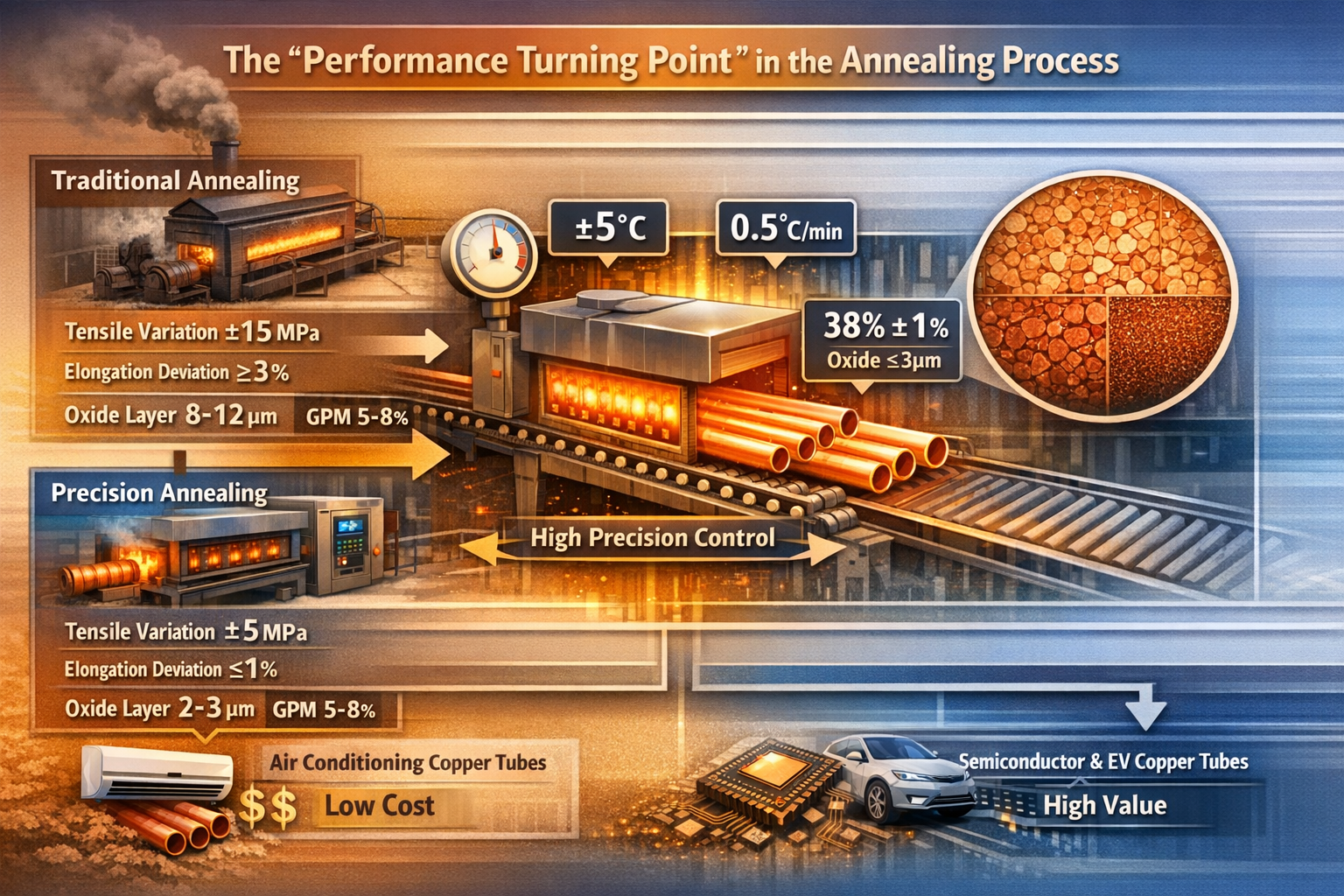
Kärnan i glödgningsprocessen ligger i exakt styrande the uppvärmningstemperatur , hålltid , och kylhastighet för att eliminera inre spänningar som genereras under valsning och dragning av kopparrör, och för att justera metallens mikrostruktur, och därigenom optimera produktens mekaniska egenskaper och bearbetningsprestanda. Även om processlogiken verkar enkel, kräver den extremt hög precision i parameterstyrning – en temperaturavvikelse som överstiger ±5 ℃ eller en fluktuation av kylhastigheten på 0,5 ℃/min kan leda till betydande skillnader i kopparrörens prestanda. Enligt testdata från China Nonferrous Metals Processing Industry Association uppvisar kopparrör tillverkade med traditionella glödgningsprocesser draghållfasthetsvariationer på upp till ±15 MPa, töjningsavvikelser som överstiger 3 % och ytoxidskiktstjocklekar varierar i allmänhet från 8-12μm; medan kopparrör tillverkade med precisionsglödgningsprocesser har draghållfasthetsvariationer kontrollerade inom ±5 MPa, töjningsavvikelser på ≤1 % och ytoxidskikttjocklekar på endast 2-3μm, vilket helt uppfyller de stränga kraven på prestandastabilitet i avancerade applikationer.
(Denna bild skapades av AI.)
Ur applikationsscenarios perspektiv avgör skillnaderna i glödgningsprocessdetaljer direkt produktens marknadssegment. Konventionella kopparrör för luftkonditioneringsapparater har lägre krav på glödgningsprecision, och traditionella processer kan möta efterfrågan; dessa produkter har en bruttovinstmarginal på endast 5%-8%. Ultrafina kopparrör för halvledare och tunnväggiga kopparrör för värmehantering i nya energifordon kräver dock inte bara att de glödgade produkterna uppfyller standarder för seghet och värmeledningsförmåga, utan kräver också extremt hög konsistens i prestanda. Endast precisionsglödgningsprocesser kan uppnå massproduktion, och dessa produkter kan ha en bruttovinstmarginal på 25%-40%. Upphandlingsstandarderna för en tillverkare av halvledarutrustning visar att förlängningen av deras matchande kopparrör efter glödgning måste vara stabil på 38%±1%, och oxidskikttjockleken bör inte överstiga 3μm. Endast ett fåtal inhemska företag som använder importerad glödgningsutrustning kan uppfylla denna standard, medan de flesta företag som förlitar sig på traditionella processer går miste om avancerade beställningar.
Ur ett praktiskt affärsperspektiv återspeglas skillnaderna i glödgningsprocesser också i produktionskostnader och effektivitet. Traditionella glödgningsugnar använder ofta kol- eller oljeuppvärmning , med temperaturkontroll som i första hand förlitar sig på manuell justering. Detta resulterar inte bara i hög energiförbrukning (cirka 1200 kWh per ton kopparrör) utan leder också till ojämn uppvärmning and kraftig oxidation . Efterföljande syrabetnings- och poleringsprocesser krävs, vilket ökar bearbetningskostnaderna och miljöbelastningen. Precisionsglödgningsugnar , å andra sidan, använder elektrisk uppvärmning och intelligenta temperaturkontrollsystem, vilket möjliggör exakt digital kontroll av temperatur, hålltid och kylhastighet. Energiförbrukningen per ton kopparrör minskar till under 600 kWh, och oxidskiktet är tunt, vilket eliminerar behovet av ytterligare bearbetning. Även om den initiala utrustningsinvesteringen är högre, är den långsiktiga totala kostnaden lägre och produktionseffektiviteten ökas med mer än 30 %.
| Processtyp | Kärnutrustning | Temperaturkontroll noggrannhet | Produktens prestandaindikatorer | Tillämpliga scenarier | Total kostnad (yuan/ton) |
| Traditionell glödgningsprocess | Inhemskt producerad koleldad/oljeeldad glödgningsugn, manuellt reglerad temperatur. | ±8-10℃ | Draghållfastheten fluktuerar med ±15 MPa, töjningsavvikelsen är 3%-5%, och oxidskiktet är 8-12 μm tjockt. | Standard luftkonditionering kopparrör, byggkopparrör | 800-1000 |
| Precisionsglödgningsprocess | Importerad elektrisk värmeglödgningsugn med digitalt temperaturkontrollsystem. | ±1-3℃ | Draghållfastheten fluktuerar med ±5 MPa, töjningsavvikelsen är ≤1 % och oxidskiktet är 2-3 μm tjockt. | Halvledarkopparrör, kopparrör för nya energifordon, kopparrör för medicintekniska produkter | 500-600 |
Tabell 1: Jämförelse av nyckelparametrar och tillämpningar av två glödgningsprocesser
Det som bara verkar vara en subtil skillnad i "temperaturkontrollnoggrannhet" återspeglar faktiskt en skillnad i kapacitet över tre kärnområden: utrustningsteknik , operativa procedurer , och processoptimering . Djupgående undersökningar i verkstäderna visade att skillnaderna mellan inhemska företag i glödgningsprocesser inte bara beror på kvaliteten på utrustningen, utan ännu viktigare, på deras förmåga att kontrollera och optimera processdetaljer. Dessa tre nyckelfrågor leder tillsammans till variationer i produktprestanda.
Kärntekniken för precisionsglödgningsugnar har länge monopoliserats av tyska och japanska företag. Även om inhemska utrustningstillverkare kan tillverka glödgningsugnar, finns det betydande luckor i värmelikformighet , temperaturkontrollsystemets stabilitet , och kylhastighet adjustment accuracy . Importerade precisionsglödgningsugnar använder multizonoberoende värmemoduler, i kombination med infraröd temperaturmätning och AI-temperaturkontrollalgoritmer, vilket möjliggör realtidsövervakning av temperaturen på olika delar av kopparröret och exakt justering av värmeeffekten, vilket uppnår en temperaturkontrollnoggrannhet på ±1°C. Däremot använder traditionella hushållsglödgningsugnar mestadels enkelzonsuppvärmning, främst beroende av termoelement för temperaturmätning, som lider av mätfördröjning och stora fel. Deras temperaturkontrollnoggrannhet kan bara nå ±8°C eller högre, och uppfyller inte kraven för avancerade produkter.
Ännu viktigare är att det digitala systemet som medföljer den importerade utrustningen möjliggör lagring, spårbarhet och optimering av parametrar för glödgningsprocessen. Den kan automatiskt välja den optimala processplanen för kopparrör av olika specifikationer och material. Däremot saknar de flesta inhemskt producerade utrustningar digitala möjligheter, och processparametrar är helt beroende av erfarenheten från kvalificerad arbetare, vilket resulterar i dålig konsistens i prestanda för olika produktpartier. "För kopparrör med samma specifikationer varierar duktiliteten efter glödgning beroende på operatören. Vi kunde helt enkelt inte riskera att massproducera avancerade beställningar", säger ingenjör Zhang. Han tillade att företaget hade försökt använda inhemskt producerad utrustning för att finjustera precisionsglödgningsprocessen, men efter tre månader kunde de fortfarande inte konsekvent uppfylla kundernas krav. Till slut var de tvungna att spendera över 8 miljoner yuan för att importera en glödgningsugn.
Exakt kontroll av glödgningsprocessen bygger på standardiserade driftsprocedurer , men de flesta små och medelstora kopparrörstillverkare i Kina förlitar sig fortfarande på erfarenhetsbaserad produktion, som saknar systematiska driftsstandarder och utbildningssystem. Till exempel påverkar tätheten och placeringsvinkeln för kopparrören i ugnen uppvärmningslikformigheten, men de flesta företag saknar tydliga belastningsstandarder och förlitar sig helt på arbetarnas erfarenhet för placering; Inställningen av hålltiden baseras på arbetarnas subjektiva bedömning av kopparrörets tjocklek och material, snarare än exakta beräkningar och mätningar, vilket leder till inkonsekventa värmebehandlingsresultat inom samma produktparti.
Däremot har företag som använder precisionstillverkningsprocesser etablerat standardiserade driftsprocedurer för hela processen. Från avståndet och vinkeln på kopparrören i ugnen till uppvärmningshastighet, hålltid och val av kylmedium finns tydliga parameterstandarder och data registreras i varje steg, vilket möjliggör full spårbarhet. Samtidigt tillhandahåller dessa företag professionell utbildning för sina operatörer, vilket kräver att de behärskar färdigheter som temperaturövervakning, parameterjustering och underhåll av utrustning, snarare än att bara förlita sig på erfarenhet. Utbildningsmaterial från ett exklusivt kopparrörsföretag visar att dess operatörer av glödgningsprocesser måste genomgå tre månaders teoretisk inlärning och praktisk bedömning, och behärska justeringsteknikerna för 12 kärnparametrar, innan de kan arbeta självständigt.
Glödgningsprocessen är inte statisk ; det kräver kontinuerlig optimering av processparametrar baserat på förändringar i råvarusammansättning, produktspecifikationer, and efterfrågan nedströms . De flesta inhemska företag saknar dock dataackumulering och analysmöjligheter för att uppnå exakt processiteration. Till exempel, när det finns subtila fluktuationer i renheten hos den råa kopparn, kan företag inte justera glödgningstemperaturen och hålltiden i tid, vilket leder till avvikelser i produktens prestanda. På samma sätt, för nya typer av tunnväggiga kopparrör och legerade kopparrör, kan de endast blint tillämpa traditionella processparametrar, vilket gör det svårt att uppfylla de specifika kraven för dessa produkter.
Företag som använder importerad utrustning utnyttjar digitala system för att ackumulera en stor mängd glödgningsprocessdata. Genom att analysera effekten av olika parameterkombinationer på produktens prestanda bygger de upp en egen processdatabas. När råvaror eller specifikationer ändras kan datamodellen snabbt optimera parametrar för att säkerställa stabil produktprestanda. Till exempel, ett halvledarkopparrörsföretag i Suzhou, genom att analysera tiotusentals uppsättningar glödgningsdata, optimerade en egen processplan för ultrafina kopparrör med olika diametrar, ökade produktgenomsläppligheten från 85 % till 98 % och gick framgångsrikt in i den internationella leveranskedjan för halvledarutrustning.
Även om detaljerna i uppgraderingen av glödgningsprocessen kanske inte är lika iögonfallande som kapacitetsutvidgning eller teknisk forskning och utveckling, kan de direkt förbättra produktens konkurrenskraft och bli avgörande för företag att ta till sig avancerade marknader. För inhemska kopparrörstillverkare finns det inget behov av att blint eftersträva importerad utrustning; istället kan de gradvis uppnå precision i glödgningsprocessen genom uppgraderingar av utrustning , standardiserad verksamhet , och dataackumulering , vilket bryter ner de osynliga barriärerna för avancerade beställningar.
Företag kan välja en plan för uppgradering av utrustning i olika nivåer baserat på deras produktpositionering, vilket undviker blinda investeringar. För små och medelstora företag (SMF) som främst producerar konventionella produkter och med begränsat kapital, kan befintliga inhemska glödgningsugnar modifieras genom att lägga till intelligenta temperaturmätningsmoduler och automatiska temperaturkontrollanordningar, förbättra temperaturregleringsnoggrannheten till ±5 ℃, vilket möter behoven hos konventionella produkter från medel till hög kvalitet. Modifieringskostnaden är endast 1/10 av den för importerad utrustning. För företag som fokuserar på den avancerade marknaden kan de specifikt köpa importerade precisionsglödgningsugnar, kombinerat med digitala system, för att uppnå ultimat precisionskontroll, samtidigt som de sprider utrustningskostnaderna genom storskalig produktion.
Förvandlingsmetoderna för ett medelstort kopparrörsföretag i Anhui-provinsen är mycket lärorikt. Företaget investerade 500 000 yuan för att utrusta sina befintliga inhemskt producerade glödgningsugnar med infraröda termometrar och PLC-temperaturkontrollsystem, vilket optimerar uppvärmningsmodulens layout. Denna förbättrade temperaturkontrollnoggrannhet från ±10℃ till ±4℃, vilket höll produktens förlängningsavvikelse inom 2 %. Detta gjorde det möjligt för företaget att framgångsrikt komma in på marknaden för nya energifordonsförsörjningskedja, öka andelen avancerade produkter från 15 % till 35 % och uppnå en avkastning på investeringen på över 200 %.
Företag bör överge erfarenhetsbaserad produktion och etablera ett standardiserat operativsystem för glödgningsprocessen. Å ena sidan bör de identifiera nyckelkontrollpunkter i varje steg, inklusive lastning, uppvärmning, förvaring och kylning, och utveckla tydliga parameterstandarder och driftsprocedurer för att skapa standardiserade driftprocedurer (SOPs), vilket säkerställer konsekvent drift av varje arbetare. Å andra sidan bör de stärka personalutbildningen genom att kombinera standardiserade operationer med processprinciper, så att arbetarna inte bara förstår hur de ska utföra uppgifterna utan också förstår de bakomliggande orsakerna, vilket gör det möjligt för dem att göra subtila parameterjusteringar baserat på utrustningens driftstatus och råvaruvariationer.
Samtidigt, företag bör upprätta ett system för kvalitetskontroll av processer , utföra provtestning av kopparrörets prestanda före och efter glödgning, registrera relevanta data, snabbt identifiera drifts- och parameterproblem och kontinuerligt optimera standarder. Ett företag, genom att etablera en glödgningsprocess SOP och inspektionssystem, förbättrade produktprestandakonsistensen med 40 %, minskade defektfrekvensen från 6 % till 1,2 % och sänkte omarbetningskostnaderna avsevärt.
Företag bör prioritera ackumulering och analys av processdata och gradvis bygga datadrivna processoptimeringsmöjligheter. För företag som redan är utrustade med digital utrustning kan system automatiskt samla in data som värmetemperatur, hålltid, kylhastighet och produktprestanda för att upprätta en processdatabas. För företag som använder traditionell utrustning kan nyckelparametrar och testresultat registreras manuellt för att gradvis ackumulera dataresurser. Genom att analysera sambanden mellan data kan den optimala kombinationen av processparametrar identifieras och skräddarsydda processlösningar kan utvecklas för olika produktspecifikationer och råvaruegenskaper.
Dessutom, företag kan stärka samarbetet med utrustningstillverkare och forskningsinstitutioner för att utnyttja externa tekniska resurser och optimera processer. Till exempel kan de samarbeta med universitet för att bedriva simuleringsforskning för glödgningsprocesser och optimera parametrar genom simuleringsanalys; de kan också arbeta med utrustningstillverkare för att skräddarsy och optimera utrustningens funktioner baserat på egenskaperna hos deras produkter, och därigenom förbättra processanpassningsförmågan.
Även om båda processerna involverar glödgning, resulterar de i mycket olika nivåer av produktkonkurrenskraft. Denna till synes mindre detalj återspeglar kärnlogiken bakom omvandlingen av Kinas kopparrörsindustri från "skalexpansion" till "kvalitetsförbättring" - konkurrensen inom avancerad tillverkning ligger ofta i till synes obetydliga processdetaljer. Processer som glödgning, betning och polering, som verkar grundläggande, är just nyckelfaktorerna som begränsar produktens prestandastabilitet och de dolda spakarna för företag att bryta igenom avancerade barriärer.
För kinesiska kopparrör manufacturers , det finns ingen anledning att blint sträva efter massiva tekniska genombrott. Genom att fokusera på detaljer som glödgningsprocessen och gradvis förbättra produktprestandakonsistensen genom utrustningsuppgraderingar, standardiserade operationer och dataoptimering kan de säkra en plats på high-end-marknaden. Först när fler och fler företag börjar prioritera förfining av processdetaljer kan den kinesiska kopparrörsindustrin verkligen undkomma fällan av lågkonkurrens, övergång från en "stor producent" till ett "tillverkningskraftverk" och etablera ett fast fotfäste i den globala avancerade leveranskedjan.

Vad är ett tjockväggat kopparrör? Tjockväggat kopparrör, även känt som sömlösa tjockväggar kopparrör, är ett högpresterande metallrör tillverkat av ren koppar eller kopparleg...
Se detaljer
Översikt och betydelse av kopparkapillärrör I modern industriell utrustning och precisionskontrollsystem har miniatyrisering och hög precision blivit den grundläggande teknik...
Se detaljer
Vad är ett kopparrör? Analys av materialkomposition och grundläggande egenskaper Definition av kopparrör Kopparrör är ett rörformigt föremål tillverkat av koppar och dess ...
Se detaljer
Förstå kopparfyrkantig rör: Komposition, betyg och typiska applikationer Koppar fyrkantiga rör är specialiserade extrusioner som kombinerar överlägsen konduktivitet, ko...
Se detaljer![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Alla rättigheter reserverade.
